选择区域/语言

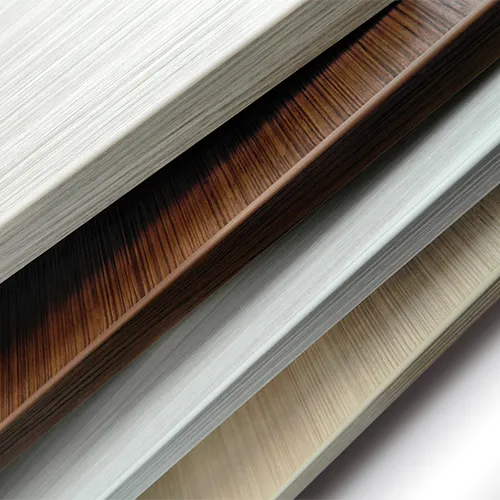
实木、板木结合家具品种款式千变万化,加工工艺繁杂异同,不同加工设备工艺制造出高品味、高价值实木、板木家具。主导家具主流中高端市场,发展家居文化。
实木用胶系列,木皮薄片专用胶系列, 各种结构工艺组装胶系列,封边用胶系列 ,配合完成各种工艺制造的完美细致要求。
从事家具制造和胶应用二十多年经验的技术专家团队,和中国木工胶粘剂最大研发团队,着力工艺改善胶应用解决方案。为制造更高品质实木、板木家具提供贴身全方位的定制服务。
实木类用胶指接胶:PG240/PG80L/SAP21390 湿材指接胶:8130/8132 拼板胶: 松软性材:SAP21300/SAP21330 中性木材:SAP21390/SAP22471/PG185 中硬性木材:PG386/PG134/PG1268 硬性木材:PG1963/1/PG1973-8/PG1962 湿材拼板胶:8170/8172 实木用防裂油:C-26 | 板类专用胶木皮工艺处理: 水胶带 无线拼缝胶粉:NH16/NH16H 热熔胶线:1220#/2210#/K3 树榴薄片软化整平剂:PG20 热压贴木皮胶: 608/602胶粉E1级配方 PG85HV/PG661单组分E0级胶 SAP21360/H5双组份E0级配方 608/602胶粉E1级树叉特殊类别木皮专用配方 手工贴木皮胶:950/PG66/5176 | 板类专用胶人造板加厚胶:9603/9601/PG240 结构组装用胶: 环氧树脂铁胶:901AB/902AB/960AB D3单组分高强度乳胶:PG80/PG52 普通组装镶实木边:PG660/PG65//PG250/PG52/PG386 油漆后组装胶:PG208/901AB 封边用胶: 手动封边机用:88210/88260/88160 自动封边机用:88500/88590/88800/88050/88360 封实木条用:(88800+88050)组合胶 |
问题原因
• 全实木家具各配件含水率不均衡,实木本身含水率偏高导致实木后期的收缩和应力不均衡产生变形,结构改变易导致拉裂;
• 全实木家具最容易变形的面板门板工艺处理不好,无法解决实木应力控制和消除问题。导致最终产品变形不完美;
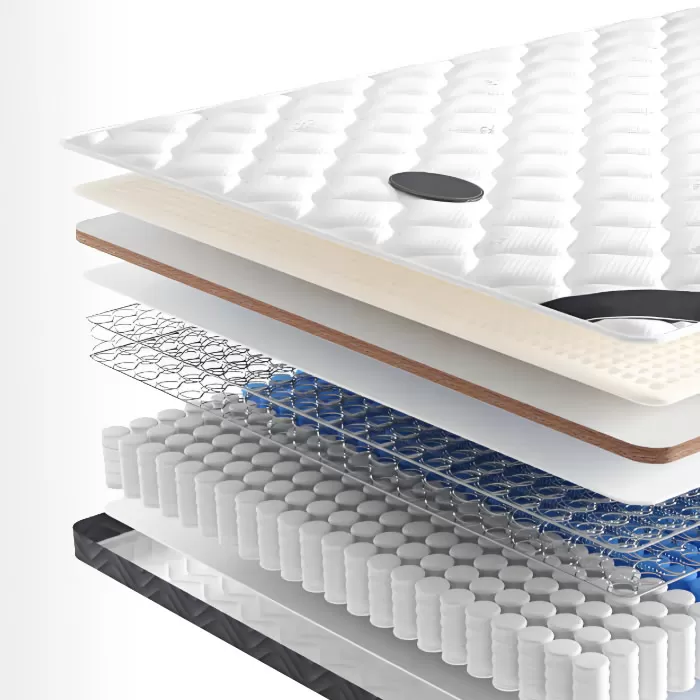
• 结构组装用胶不能满足结构强度要求或结构组装加工精度不能满足胶合工艺要求影响最终结构胶合强度。
解决办法
• 全实木产品含水率尽量控制在油漆后12%以内,全实木家具在做涂装前一定要做平衡除湿工艺处理,保证单个整体家具各部件的含水率均衡在8—10%较为安全;
• 全实木的面板,门板,因为实木内应力永远存在的特性,在结构上要考虑消除应力的设计,不影响不改变尺寸结构的前提下怎样消除后续应力对结构的影响;
• 加厚或更换封边带背涂胶;不同的结构会承受不同的力,针对受力和功能受力的不同,选用适合的不同强度胶粘剂应用最为关键。建议按胶粘剂供应商的建议用胶;结构性组装做好精准的结构加工精度也尤其重要,更能最大保证其结构的胶合强度。
问题原因
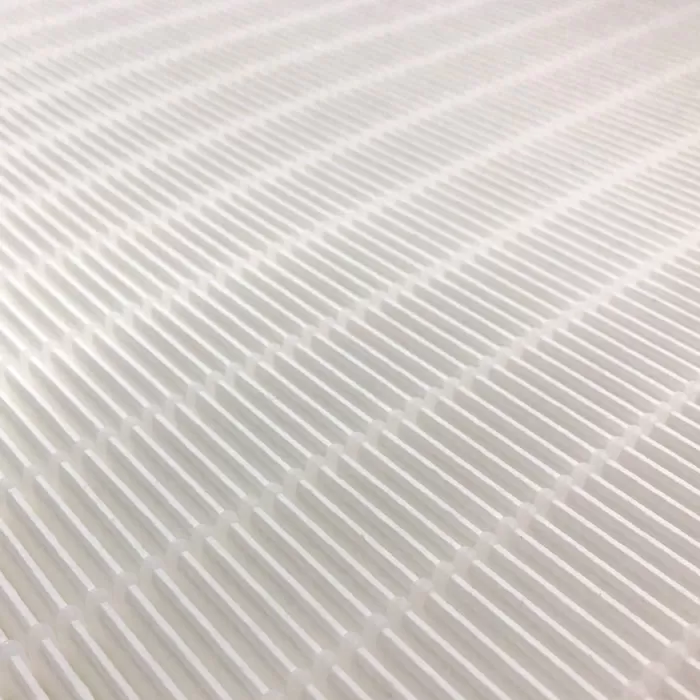
• 布胶量不够,不均匀,开放时间等,布胶薄的地方已干,基材不平衡,胶粘剂防水性能差做水性漆时破坏了胶层强度,木皮薄片厚且特殊贴合用胶的强度不够,木皮薄片厚薄差大薄的地方易起泡,等等。所有此工艺加工各细节工艺控制都是品质保证的关键。
解决办法
• 木皮加工的精度,含水率按要求控制,基材、设备在加工前做好检查确保是正常标准,胶合过程控制严格按供应商作业指导书操作;
问题原因
• 每块板的厚度有较大厚薄差,多片板加厚拼板时造成薄的地方受压大小或加压不到位;
• 拼合面加工不平整有跳刀或啃头啃尾现象导致拼合面加压不密缝;
• 加压设备、夹具简单不够力,不能保证所需压力(硬木12—15kg/cm2),夹具的简单加压也不能保证所有面位置的受压均匀;
• 加压时间太短,由于二次拼板基本都是厚料叠加拼合,本身应力反弹大,胶固化程度不够卸压后会慢慢反弹开裂。
解决办法
• 需二次加厚的拼板料,一定经双面刨定厚或经定厚砂光后再拼板以保证每块板的厚度差小于0.2mm,以及保证整块板的受压均衡;
• 做二次加厚拼板建议用专用的油压拼板机才能保证压力够和施压的均匀性,用手工夹一定要上下夹具平衡夹好保证施压的均匀性和足够大的压力。;
• 二次加厚拼板的加压时间要足够,中软性材保证2小时以上(25℃),中硬性材保证加压时间3小时以上(25℃);
• 二次加厚拼好的板,因多次胶合含水率会偏高,所以要做平衡除湿处理方能更好保证材质的稳定,不变形不开裂。